【皖北煤电微课堂】轴承装配工艺
2018-11-20
(皖北煤电微课堂 王明)
为了使轴承正常工作,使用正确的安装方法至关重要。轴承为特定应用的选型及安装和拆卸方法在设计阶段初步确定。安装过程应尽可能在有干净无尘的空间中进行,不可以在有灰尘的生产机器上。
灰尘和碎屑会影响轴承的内部游隙和对轴或轴承精确的配合。微小的灰尘可以影响外圈外径,甚至会使紧密的配合产生缝隙。这将导致轴承的外圈可以在一个不圆的空间转动。轴上的灰尘会造成轴与密封元件接触部位的磨损而导致润滑油泄漏的结果。灰尘混合润滑油,会形成了一个研磨混合物,导致轴承磨损。
新的轴承不到安装的时候,不要把它原有的包装拆掉。新型轴承彻底涂上了化合物防锈涂层,隔绝了空气,水分和防锈涂层。大多数的轴承制造商使用的涂层是不会轻易消除的,因为它几乎能和所有石油类润滑油兼容。当使用合成油和合成润滑脂使,保护层化合物必须被清除。然而,随着合成烃类油和油脂的使用,复合涂层没有必要被清除。轴承是包裹在重型,防水的复合层压纸。应注意不要让轴承掉落或紧握轴承。轴承不应该暴露在可能导致冷凝的易变的温度环境下。非必要的。指纹可以成为生锈的起点。轴承装配有三种基本方法:冷装配合法,热装配合法,液压装配法。
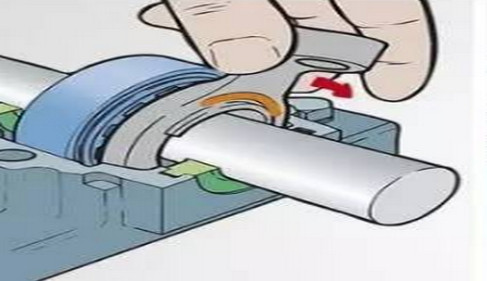
(一)冷装配合法
轴承外径达100mm可用套筒和锤子或重压进行冷装。通常使用一个普通的锤子。不宜使用带软金属头的锤子,因为金属碎屑可能会脱落,进入轴承。套筒末端的表面应平整,无毛刺平行。紧靠它应该与压装套环。
在装配或拆卸过程中,轴被装夹在老虎钳中,保护轴不被钳口的铜片损伤很重要。更换的轴承必须与失效轴承的相同。轴承和轴设计时相互配合,不能做任何改变,除非制造了重新设计的机器。
如果轴承和轴配合过松,可出现滑移现象。这将使轴温过高,并导致轴承内圈与轴颈表面的磨损。如果压装配合过紧,轴承的内圈将被拉伸,以至于滚子或滚珠没有空隙旋转自如。
手工扳压机可用于安装小型轴承。把套筒放置在在轴承与扳压机。该端面应平整,无毛刺平滑的套筒。它应当被设计成过盈配合,否则滚子和滚道可以被损坏导致过早失效。为了方便安装,并减少损坏的风险,对待装配的轴上轴承支座应轻轻涂抹一层薄油膜。
有时有必要对内环一压装配合,因为内圈旋转且外圈上如果有一些不平衡负荷,可能导致外圈蠕滑。有效的压紧力必须同时通过在内圈与外圈的,否则会损坏轴承。
如果球面滚子轴承内圈旋转是用在有一个不平衡负载的情况下,可用针穿过过轴承外圈油孔,防止外圈蠕滑。有了这项安排一个合适的外圈就没有必要。
(二)热装配合法
热装配合法通过让待配合的两个部分获得不同的温度进行过盈配合,从而使装配更容易的方法。所需要的温度差可以方式如下:
1)处理一部份(这是,一般来说,Z常用的方法)
2)冷却的一部分
3)同时加热一部分,冷却另一部分
温度差分法是任何轴承尺寸合适的,无论是直孔和锥孔。由于所需设备的原因,冷装方法是尽可能用于外径小于100mm的轴承。
Z常用的轴承装配方法是在其中的与一个内圈与轴过盈配合安装,外圈安装时带一条细线使配合变松。外径超过100mm的永久轴承,必须根据加热方式,加热整个轴承或轴承内圈,使内环容易套入了轴。在可分离轴承的情况下,只需要加热内圈。轴承应均匀加热,Z高温度121℃。加热轴承方法是:热油浴,热板,感应加热器,烤箱。密封的轴承不能进行热油浴。
热油浴可能是Z常用的方法。无论是石油和容器都应干净。应使用Z低闪点在149℃的淬火油。油浴中油的使用量和轴承体积大小相关。用量不足加热和冷却速度过快,从而增大轴承了热量过盛或加热不均风险。
应当从底部安装762mm的网架。这可以防止轴承与温度较高的底部直接接触,也使轴承与任何可能在底部污染的影响。此外,轴承可以从上面暂停油浴。
轴承油浴加热后,其内圈在安装前,应使用干净的无尘布擦拭。
一旦轴承加热完成,应当立即在轴上放置并锁定到位。如果装配中没有定位的部分,或者如果当前不能被安装,应使用一些安装工具来抵挡轴肩内环直到内圈有充分冷却就被紧固在轴上。如果不这样做,内圈偏离轴肩。
(三)液压装配法
其实,这是圆锥孔轴承冷装配合一个简化方法。它是基于挤压配合表面的油层,从而大大减少所需的轴向力。压力通常附带一个有10,000磅的Z大压力手动泵。
装配注入的油应该采用的大约SAE20或30。它应该是干净,不仅是为了保护轴承和支座,而且避免堵塞油路。
轴承设计时,外径表面有一条油槽和液压系统螺母末端馈线,带圆锥孔,以方便地装配拆卸球面滚子轴承。
1、装配前轴承的清洗
热清洗此法适用于防锈油脂防锈的轴承。塑料保持架的轴承不能采用此法,以免保持架变形;出厂前已加入润滑剂,也不能热清洗,即使冷清洗,也不能让清洗剂浸入轴承内部。热清洗的方法有蒸汽冲、热水淋和热油泡等。蒸汽只能用低压气,油要用轻质矿物油。三种洗法都要注意,不让轴承超温(<130°)否则将接近或达到轴承钢的回火温度,使轴承硬度下降,寿命缩短。热清洗冷却后,要用汽油或煤油清洗一次。冷清洗就是用清洗剂在常温下清洗。清洗剂要根据防锈剂确定。对防锈油保护的轴承,宜用汽油或煤油清洗。对用气相剂、防锈水和其他水溶性防锈材料保护的轴承,宜用皂类或其他清洗剂清洗。清洗过的轴承要用压缩空气吹干,然后就可以开始装配。
2、轴承向轴上的装配
装配前应检查轴颈和轴承孔径上的尺寸是否符合标准。冷装配时如果轴承孔径与轴的配合为间隙配合时可采用冷装。应使用软金属铜棒将力均匀地加在带有公盈配合的轴承套上,轴承与轴套内套间的间隙不应大于0.05m/n。热装此法一般适用于装配过盈较大的大中型轴承。轴承一般在油中加热,加热时应注意将轴承挂在油中或放在网栅(该网栅距槽底50~70mm)上,不应放在槽底上。因为容器底部至油面温度递减,容器底部直接受热温度比其它部位高出许多。温度计也要挂在油中,温度计下端要与轴承下端所处高度基本一致,才能准确反应油温。加热前要根据过盈量确定加热的终温,轴承内孔受热膨胀的大小。
3、轴承向箱体上的装配
轴承外套与轴承座的接触面应达到要求配合的2/3,即120。范围,并与中心线对称。轴承外套与上盖的接触面不应小于配合面的1/2,即90°范围,并与中心线对称。用0.03-0.05m/n塞尺不入即可,剖分式的箱体,轴承外套与座及盖,不应有“夹帮”现象。
4、轴承安装后的检查
(1)一般检查
①转动零件是否与静止零件相磨擦;②轴向紧固装置的安装是否正确;③润滑油是否顺利地进入轴承内;④密闭装置是否可靠。
(2)安装精度检查
①轴承内圈与轴的相互位置:轴承内圈(对推力轴承为紧圈)要贴紧轴肩。检查方法有漏光法和塞尺测量两种方法。漏光法就是把可移动的光源放在一侧,对准内圈与轴肩配合处,人在另一侧观察。如果整圈不漏光,则安装是正确的。如果局部漏光,且无毛刺及硬性杂物,轴肩也不倾斜,可用铜棒敲打内圈。敲打点与漏光处在轴的一条母线上,从一端向漏光的一端敲打,慢慢加以校正,如果整圈漏光,且轴肩倒圆半径比轴承倒圆半径小就继续加压,直至消除漏光。如内圈与轴肩的圆角之间有缝隙,应把轴承卸下,消除缺陷后重新安装。
②轴承外圈与轴承座挡肩的相互位置主要用塞尺检查。
(图文无关)





 (0)
(0) 0472-3328588
0472-3328588







