中间轴联轴器晃度和瓢偏超标的现场处理
2019-05-06
作者:陈习军
摘 要:针对某600MW超临界汽轮机组在安装过程中,中间轴与#1低压转子正常连接后,中间轴电端联轴器外圆晃度和端面瓢偏超标的现象,通过反复的检测,分析其产生的原因。通过手工研磨中间轴两端联轴器端面的方法,消除联轴器端面的偏斜,找正端面与轴心线的垂直度,现场解决了需返厂才能处理的发电主设备制造缺陷,保证了汽轮机的安装质量,节约了安装工期。
关键词:汽轮机;联轴器;瓢偏;处理
某公司#3汽轮机为哈尔滨汽轮机厂制造的CH01型600MW单轴、三缸四排汽、一次中间再热、纯凝汽式汽轮机,型号为CLN600-24.2/566/566。机组设计为积木块结构,高中压积木块采用三菱公司的成熟设计,低压积木块以哈汽成熟的600MW机组积木块为母型,与三菱公司一起改进设计。
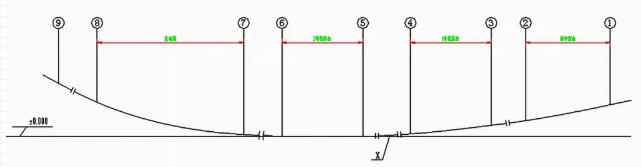
该型机组整个轴系有9道支持轴承和1道推力轴承,其中高中压转子、#1、#2低压转子和发电机转子都为双轴承支撑,励磁小轴为单轴承支撑(如下图所示,X为中间轴)。
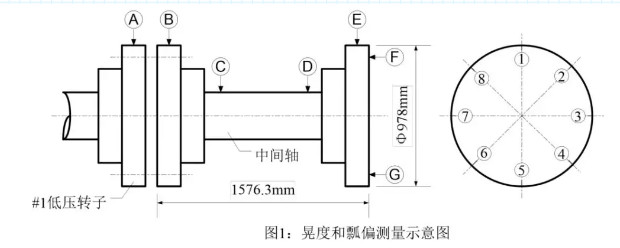
#3汽轮机的中间轴到现场后,各外形尺寸校核合格,将中间轴调端联轴器按制造厂钢印标记与#1低压转子电端联轴器厂家标记相对应,与#1低压转子用临时螺栓连接后,当同心度在0.02mm以内时,测得中间轴电端联轴器的外圆晃度为0.085mm、瓢偏却在0.02mm以内,具体数据见表一、图2、图3。
从表一所列数据看出,中间轴的晃度在各断面的Z大值基本上都在①点方位,并且自调端至电端逐渐放大,电端联轴器处的Z大晃度值达到0.085mm,大大超过了标准的要(0.04mm)。
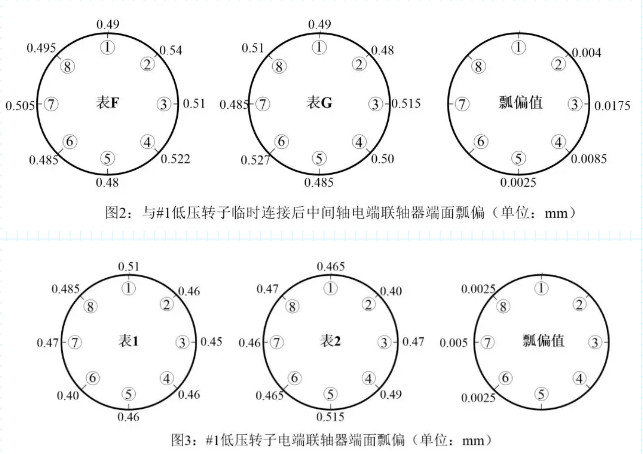
从图3所列数据可以看出,#1低压转子电端联轴器的端面瓢偏值仅为0.005mm,Z大值在⑦点方位,瓢偏度非常好。从图2所列数据可以看出,中间轴与#1低压转子临时连接后,中间轴电端联轴器端面瓢偏值为0.0175mm,符合标准(≤0.02mm)要求,Z大值在③点方位;中间轴两端联轴器端面的平行度较好。结合表一所列中间轴的晃度数据分析,中间轴的两个联轴器端面与轴心线不垂直,如图4所示:
中间轴与#1低压转子连接后,中间轴的实际轴心线与#1低压转子的轴心线不在一条直线上,两转子连线在中间轴与#1低压转子的联轴器结合面存在一个折点。将中间轴按制造厂钢印标记调转180º与#1低压转子连接后,测得各处晃度值与表一类似,具有非常高的重现性,证明上述所列各数据测量准确。
处理方案:
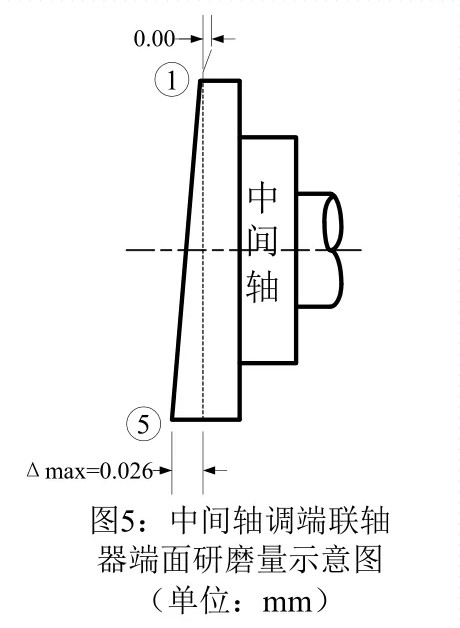
经多方讨论,并多次与制造厂进行交流,确定了手工研磨中间轴两端联轴器端面的方法来消除端面的偏斜,找正端面与轴心线的垂直度。中间轴电端联轴器①点方位晃度大,只需将调端联轴器与①点相对的⑤点方位适当磨低,即可达到消除连轴后电端联轴器晃度大的目的。⑤点方位的研磨量Δ为:Δmax=(0.085÷2)×978÷1576.3=0.026(mm);其它各方位的研磨量应自⑤点至①点沿直径方向比例递减,①点方位需研磨的理论值为0。如图5所示:
具体研磨方法如下:
1)准备一块500×500mm零级精研平板,作为调端联轴器端面研磨后的平面度检测工具。
2)将中间轴调端联轴器向上置于大型立式车床夹具上,在车床刀架上固定一只百分表,并找正、将中间轴夹牢固,使①点百分表读数为2.50,而⑤点读数为2.526(2.50+Δmax);
同时,以①-⑤点直径线为对称线,两边点位的百分表读数应相同,防止磨偏。
3)以Z高点⑤点为中心,用油石沿圆周方向研磨联轴器端面。
4)在研磨几次后,要盘动中间轴,用百分表检查各方位的研磨量,并用平板涂红丹粉检查联轴器端面的平面度。
5)多次重复研磨、测量,防止过量研磨及磨偏。直至研磨量偏差≤0.005mm;联轴器端面与平板的接触面积≥80%且接触均匀。
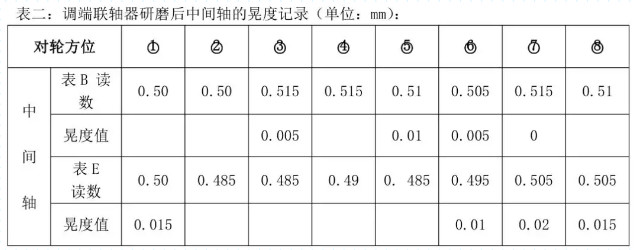
调端联轴器端面研磨完成后,将中间轴连到#1低压转子上,测得中间轴电端联轴器的圆周晃度值见表二:
上表数据表明,经过研磨中间轴调端联轴器端面后,电端联轴器的外圆晃度0.02mm,完全达到了预期的目标。
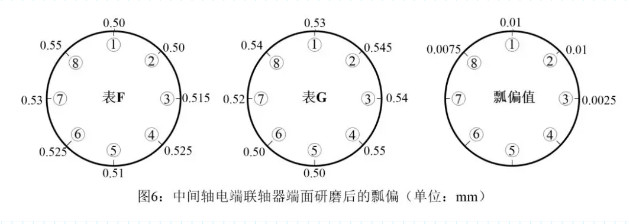
但随之而来的是电端联轴器端面瓢偏超标,同样采用油石对电端联轴器端面瓢偏高点进行研磨。所不同的是,因电端联轴器端面的中部为凸台结构,无法用标准平板检验端面的平面度,必须事先自制一块弧形平板,其内外径与电端联轴器端面需研磨部分的内外径相同,约80º~90º弧长即可(该弧形平板可预先加工好备用)。另外,研磨电端联轴器时,可直接连在#1低压转子上,检验时盘动转子检测瓢偏,可省去一次拆装中间轴的工序,节省了工期和劳动力。研磨后中间轴联轴器电端的瓢偏为0.01mm,符合要求。如图6所示:
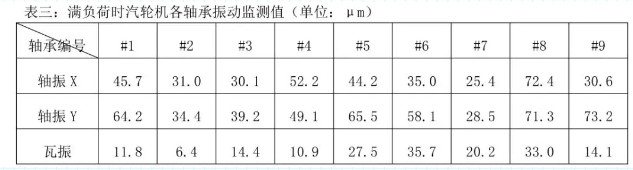
经过对中间轴两端联轴器端面的现场手工研磨处理,中间轴与#1低压转子连接后,其电端联轴器的圆周晃度和瓢偏值都远低于标准值的要求,保证了各转子能够连成一条光滑的曲线,为将来机组投产后的安全运行打下了坚实的基础。投产后,机组各轴承处的轴振值都≤76μm(如下表所示),证明这次中间轴缺陷的现场处理是非常成功的。
对于这种汽轮机转轴的制造缺陷,按以往返厂修理的常规处理方法,返修至少需要12~15天,将严重影响汽轮机本体安装乃至工程建设的整体进度,损失较大。本次中间轴缺陷的现场处理,从确定方案到处理完工,仅用了3天时间,保证了现场安装的工程进度,且成本费用也很低,在工程中遇到同类问题时,值得借鉴。
参考文献及作者
[1]山西电力工业局,汽轮机设备检修,中国电力出版社,1997
[2]中国大唐集团公司长沙理工大学,汽轮机设备检修,中国电力出版社,2009
[3]逯萍,钳工工艺学,机械工业出版社,2008
[4]郭延秋,大型火电机组检修实用技术丛书(汽轮机分册),中国电力出版社,2003







 (0)
(0) 0472-3328588
0472-3328588







