行星轴特殊渗碳淬火工艺
2019-05-06
刘光宗
(西安双特智能传动有限公司)
我公司主要生产自动变速箱和动力传动系统零部件,多款变速器产品均采用了行星传动机构,大部分的行星轴均要求使用优质渗碳钢进行渗碳淬火处理,而有一款变速器的行星轴不仅材料要求特殊且热处理标准也是专门的标准,因为保密的原因,原设计方不愿提供热处理标准,并且要求从他们的工厂购买。
为了降低成本并实现国产化,我们对标OEM零件的检测结果并进行了多轮次的试验改进,终于能达到和OEM零件各方面均一致的热处理结果,通过了严格的台架试验,已进入稳定量产阶段。
1.行星轴特殊材料及特殊的热处理结果
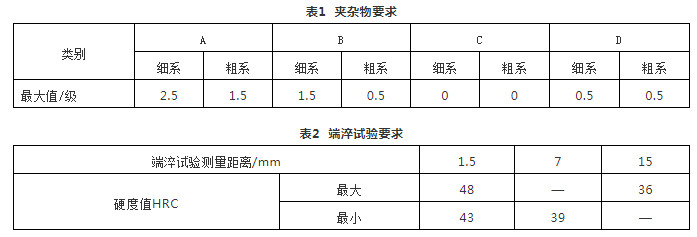
(1)产品材料为原公司特制的材料,要求较高的纯净度和淬透性,要求晶粒度≥5级,夹杂物要求如表1所示,DI值(按化学成分计算)应为77.5~100.3mm,端淬试验要求如表2所示,残余元素要求:Z大钙残留20ppm(1ppm=10-6,下同)、Z大氧含量12ppm。
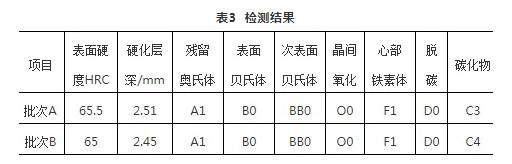
(2)产品图样仅有硬度和硬化层深要求(表面硬度≥60HRC,硬化层深2.2~2.8mm),图样标注的特殊热处理标准无法得到,我们对2批次的OEM分别进行了抽检,检测结果如表3所示。
对比图样要求、检测结果和常见的渗碳淬火规范可发现,处理表面硬度和硬化层深要求较高之外,此零件在表面和次表面存在均匀的弥散分布的碳化物(见图1),其余基本一致。
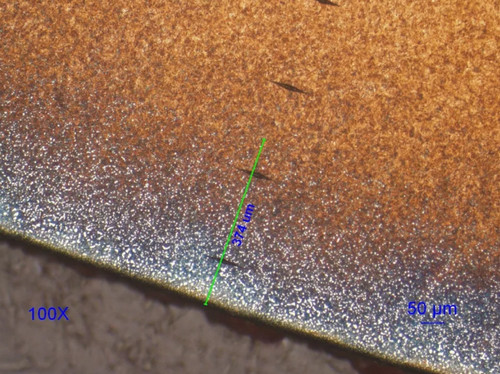
图1 表面均匀分布弥散碳化物
2.材料选择
根据图样的材料特殊要求,一般的渗碳钢同时难以满足要求,特选取了我公司常用的与要求比较接近的材料A。
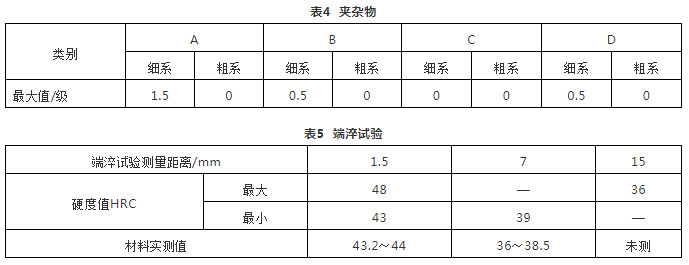
材料A晶粒度为7级,钙残留8ppm,氧含量9.2ppm,DI实测值为68.8mm。夹杂物如表4所示,端淬试验如表5所示。
从以上数据可得,除DI值和7mm处的端淬硬度值低于图样材料要求外,其他全部符合。
3.试验研究与对比改进
相对于常见的渗碳淬火零件,此零件有两方面需要重点设计试验并进行改进,一是深层渗碳,二是表层及次表层需获得均匀一致的弥散碳化物分布。碳化物的大小和形状对钢的抗疲劳性能有显著影响,文献[2]介绍,粗大及网状碳化物会降低碳化物晶界产生解理裂纹所需的临界切应力。大块角状、仿晶界型碳化物严重降低深层渗碳工件的疲劳寿命,圆球形、分布均匀的碳化物形态反而能提高疲劳极限,越细化、越均匀的碳化物分布越好。而碳化物形态的控制主要是渗碳温度、时间、碳势和合金元素综合作用的结果,通常渗碳温度高时,间隙原子与置换型原子均可进行长程扩散,扩散结果形成稳定性碳化物,渗碳时高温奥氏体中直接析出的碳化物一般是沿晶界形核,继而不断长大和聚集而成为具有特殊形态的碳化物。
众所周知,在热处理生产中,深层渗碳是一个耗时耗能的过程,随着渗碳层深的增加,时间和成本均倍增,受设备、渗碳温度和控制方法的局限,大幅度缩短工艺时间基本是不可能的。而碳化物因受到很多因素的影响,对于渗碳淬火的工艺来说极难控制,很易产生粗大的网状碳化物等有害组织,故常见的渗碳淬火都要严格控制碳化物的产生。
根据以上理论和实践经验,我们认为,常用的渗碳后直接淬火无法获得所期望的碳化物形态,故我们需要先对工件进行渗碳,然后进行低温扩散,使得碳化物在扩散和冷却过程中能沿晶界析出,而后对零件重新加热到淬火温度并进行长时间的保温扩散,使得前面工步中析出的碳化物更加均匀,然后进行淬火硬化和回火。
以下所有试验使用的设备均为爱协林箱式多用炉,型号VKEs5/2-90/85/150CN,炉温均匀性可达到±5℃,碳势均匀性可达到±0.05%,清洗和回火工序也在同条生产线上完成。
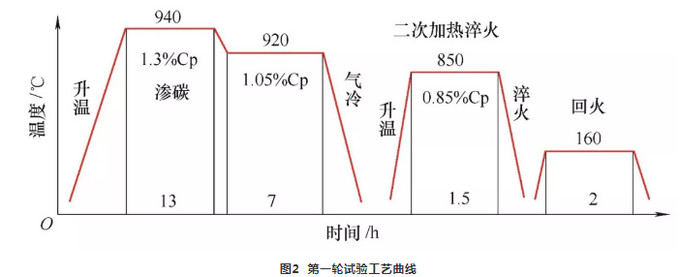
根据以上试验设计,次的工艺曲线如图2所示(轮试验:强渗13h、扩散7h;第二轮试验:强渗11h、扩散6h;第三轮试验:强渗10h、扩散5.5h),检测结果如表6所示。从结果看,硬化层深超出图样要求,深层表面并未获得弥散碳化物。为获得合适的硬化层深又分别进行了两次试验,除渗碳工艺的强渗和扩散时间缩短外,其他未变,可见随着渗碳时间的缩短,硬化层深逐渐减少,但金相组织不变,均未获得均匀的碳化物。

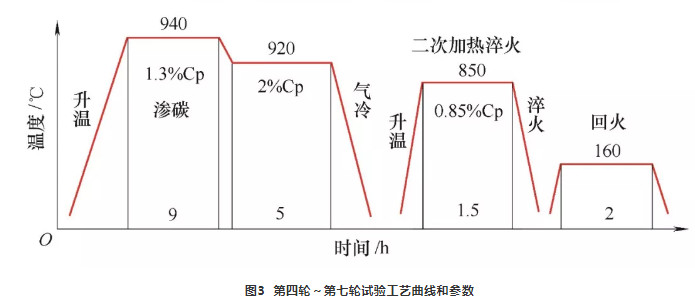
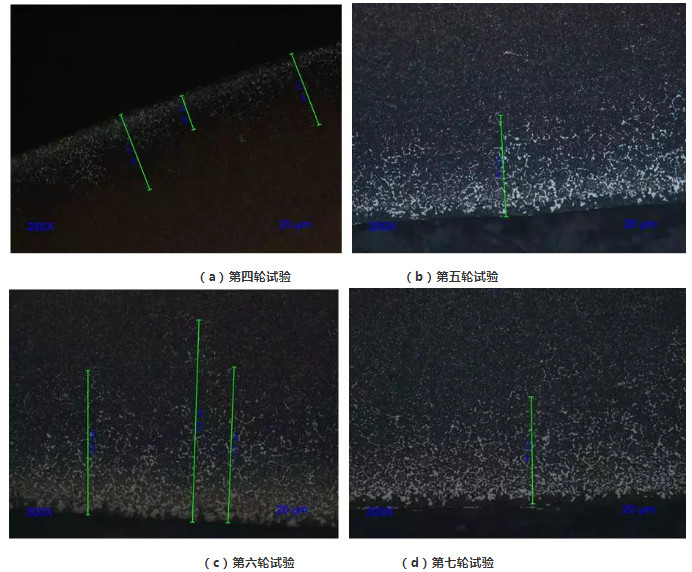
从以上结论可知,渗碳的工艺参数更多的是决定渗层的深浅,如果想获得期望的金相组织,需要在重新加热淬火的参数上进行调整试验。为此我们重新设计进行了4轮试验,工艺参数(除“二次加热淬火”参数不同外,其余4轮试验全同。“二次加热淬火”参数:第四轮为830℃、1.2%Cp×75min;第五轮为830℃、1.2%Cp×150min;第六轮为830℃、1.2%Cp×300min;第七轮为830℃、1.2%Cp×360min),工艺曲线如图3所示,检测结果如表7所示,金相图片如图4所示,第七轮试验的检测结果基本和OEM零件一致。
从以上试验结果可得,在830℃重新加热保温淬火后,只需保温75min即可在表层获得C4级别(公司渗碳淬火标准)的碳化物,但深度较浅,平均值约65μm,且存在大量的网状碳化物,此类组织对产品性能有较坏的影响。随着保温扩散时间增长,碳化物的扩散深度更深,保温150min时平均深度可达160μm左右,保温300min时平均深度可达260μm左右,且随着时间增加,网状碳化物逐渐减少,慢慢转化为更加圆的碳化物,同时随着时间的增加,从表面至1mm深度的渗层范围内有细小的球状碳化物均匀析出。
4.台架试验
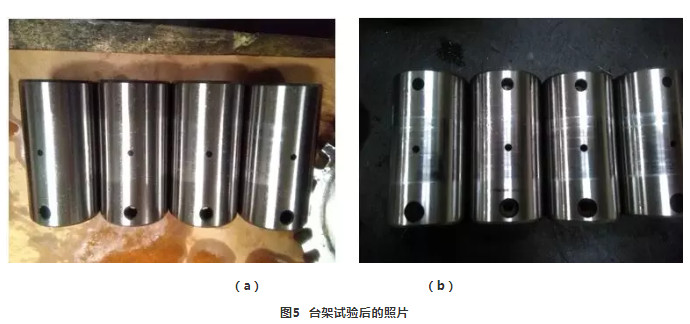
按照OEM和以上试验成功的工艺进行了小批量的生产并进行装配,然后装变速箱进行台架试验验证性能和寿命,图5a为经过一轮台架试验共300h的检查照片,图5b为经过两轮台架试验共600h的检查照片,经验证,性能和寿命全部符合试验标准。
5.结语
(1)深层渗碳并获得表层均匀的弥散碳化物是可行的,但较常用的渗碳工艺更费时费力。
(2)渗碳过程中的参数主要影响硬化层深度方面的控制,而表层弥散碳化物的获得则主要靠二次加热淬火过程的控制。
(3)为获得均匀的碳化物并且避免出现网状碳化物等有害组织,需要较长的保温时间。
来源:《金属加工(热加工)》2019年01期






 (0)
(0) 0472-3328588
0472-3328588







