水泥磨主减速机高速轴窜动故障及其处理
2019-10-08
李昌海
(淮海中联水泥集团有限公司)
一、高速轴概况及其轴向窜动故障
某公司2
#水泥磨为4.2m×13.2m,台时产量105~135t/h,原配备两台罗马尼亚生产的HB180的主减速机(功率为2000kw),采用双边缘传动。该设备负荷高,运转率要求也高。在2001年9月技改中,将两台HB180主减速机换成二台ZLY1045国产减速机(ZLY1045减速机齿轮的结构和技术参数见表1)。ZLY1045国产减速机的功率为2000kW,输入转速985r/min,速比9.022;该减速机高速轴有三个支承轴承,两端为自由轴承(23140CC/W33),中间为定位轴承(23148CC/W33),见图1。
表1 ZLY1045国产减速机齿轮的结构和技术参数

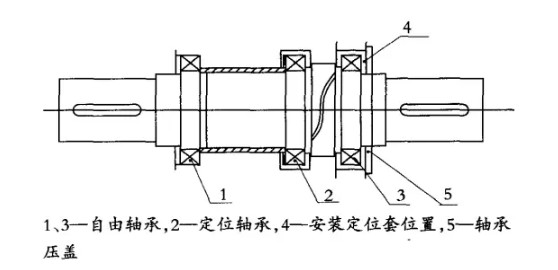
图1 齿轮箱高速齿组件结构简图
2006年8月12日在巡检中发现该减速机高速轴轴承轴向振动较以前增大,振速Z大值12mm/s。打开减速机检查后发现,其中间定位轴承轴承座定位端面开裂约1/2,造成轴承轴向定位失效,这是轴承轴向振动大的主要原因。该轴承座下半部和减速机箱体是整体铸造,现场根本无法修复,如拆除运回厂家处理,需要30d,周期太长。于是该公司组织相关人员对此进行分析,后决定对辅传端轴承(原为自由轴承)进行定位处理。
二、窜动原因分析
从轴承座损坏断面看,此轴承座存在气孔、夹渣等铸造缺陷,造成强度下降。另外,因减速机传动齿为斜齿,一级齿螺旋角度为13°,从主传端看,高速轴顺时针运转,减速机运转齿轮啮合时使轴承产生轴向力,且受力方向指向辅传端,见图2。
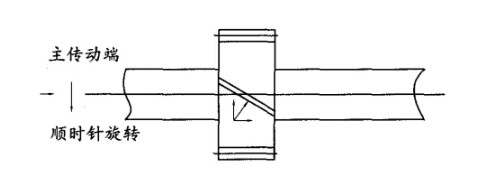
图2 顺时针运转时减速机齿轮啮合使轴承产生轴向受力
三、处理措施及效果
(1)因中间定位轴承轴承座无法修复,因此决定对辅传端轴承进行定位。具体做法是:测量在辅传轴承外压盖与轴承之间距离后加工一个定位挡圈,具体尺寸为Φ370×Φ350×H30,且做成两半,不需要拆对轮就能安装;另在端盖与箱体连接处加调整垫进行调整,以使压盖止口与挡套之间保持0.2~0.3mm的间隙,避免轴承受热膨胀,造成轴承发热,见图3。
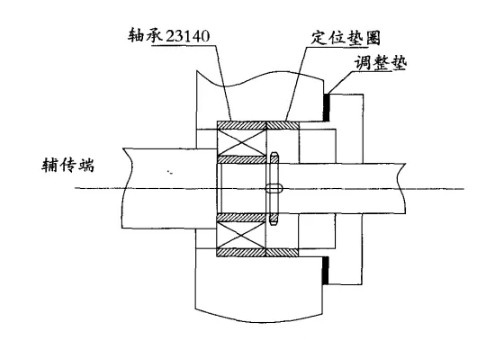
图3 技改方案
(2)由于轴承端盖止口高度只有5mm,且止口法兰厚度只有14mm,为确保轴承定位可靠,对轴承端盖进行了改造加工,止口高度由原来5mm增加到20mm,止口法兰厚度由原来14mm增加加到30mm,且设计成两半分体,不需要拆辅传端对轮就可以安装。另外,进行减速机内部清理并更换新油。
通过上述改进处理,仅用28h就试车生产,轴向Z大振速为2.6mm/s。维修到目前已使用两年多,运转正常,为企业创造大量的经济效益。





 (0)
(0) 0472-3328588
0472-3328588







