推土机锥花键链轮毂压装工装的改进
2020-01-03
周宝明
(河北宣化工程机械股份有限公司技术中心)
1 终传动装置结构
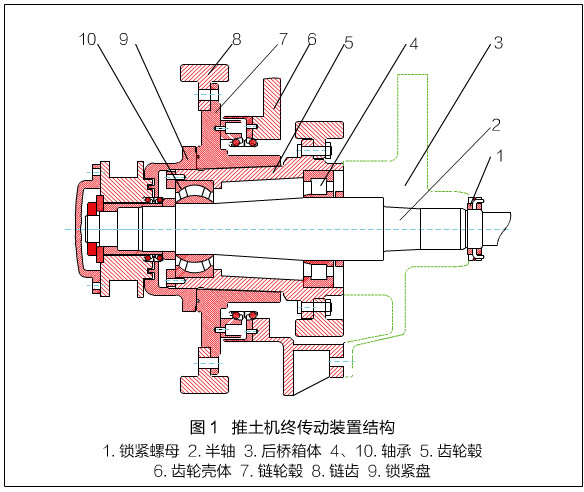
推土机终传动装置的主要作用是将发动机传来的高转速小扭矩转化为低转速大扭矩,以实现推土机行走。其主要由锁紧螺母1、半轴2、后桥箱体3、轴承(4、10)、齿轮毂乐齿轮壳体民链轮毂7、链齿8、锁紧盘9等组成,如图1所示。
半轴2需先使用油压机将其与后桥箱体3压装在一起,再使用锁紧螺母1紧固。半轴2与齿轮毂5之间安装了轴承4和轴承10,齿轮毂5可绕半轴2旋转。链轮毂7内孔和齿轮毂5外径设有锥形花键,也需使用油压机连接在一起,锁紧盘9用于防止链轮毂7轴向窜动。链轮毂7与齿轮壳体6之间设有2个浮动油封,用于防止终传动内部润滑油外泄。链轮毂7与链齿8通过螺栓连接在一起。链齿8用于驱动行走履带链轨,实现推土机行走。
2 改进前的压装工装
链轮毂和齿轮毂的花键为锥形结构,为保证锥形结构安装到位,组装前,须先使用普通油压机将链轮毂和齿轮毂进行预压装,再用千分尺测量链轮毂压装入齿轮毂的长度并记录下来,然后将链轮毂和齿轮毂分解开。
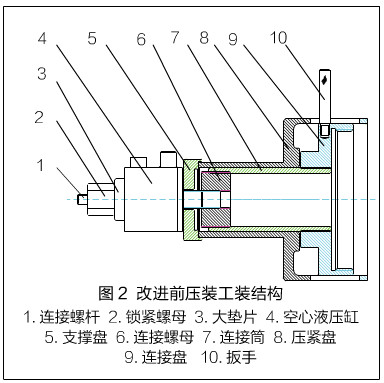
改进前的压装工装由连接螺杆1(高强度钢制作)、锁紧螺母2、大垫片3、空心液压缸东支撑盘5、连接螺母6、连接筒7、压紧盘8、连接盘9、扳手10组成,如图2所示。
该工装压装链轮毂方法如下:首先,将连接螺杆1、连接螺母6、连接筒7、连接盘9、扳手10通过其内、外螺纹连接成组件;其次,将该组件穿过半轴,拧动扳手10使连接盘9与齿轮毂的螺纹连接在一起;再次,将压紧盘8套在连接筒7上并压紧链轮毂,将连接螺母6与连接螺杆1连接,将支撑盘5、空心液压缸4、大垫片3松套于连接螺杆1上;Z后,拧动锁紧螺母2,使锁紧螺母2推动大垫片孰空心液压缸4、支撑盘5、压紧盘8顶紧链轮毂,此时驱动空心液压缸4活塞收缩,即可将链轮毂压紧达到规定的压装力。
改进前的压装工装零部件较多,操作繁琐,仅适用于链轮毂和齿轮毂压装力比较小的推土机。当链轮毂和齿轮毂所需压装力较大时,连接螺杆容易损坏,既不安全又达不到工艺要求。
3 改进后的压装设备
针对改进前压装工装存在的缺陷,为提高推土机链轮毂和齿轮×压装效率和质量,我们研制了1种用于大功率推土机链轮毂和齿轮×的压装设备。该压装设备由压装工装和液压泵站2部分组成(改进前、后液压泵站相同),其组成及使用方法如下所述。
(1)组成
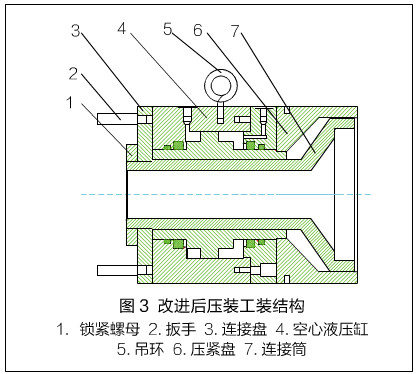
压装工装改进后的压装工装主要由锁紧螺母1、扳手2、连接盘3、空心液压缸4、吊环5、压紧盘6、连接筒7等组成,如图3所示。
该工装组装方法如下:首先,将压紧盘6、空心液压缸4套在连接筒7上;其次,将连接筒7、连接盘3、扳手2通过其内、外螺纹组装在一起;Z后,将锁紧螺母1通过螺纹与连接筒7连接,并对连接盘3进行限位,即完成组装。
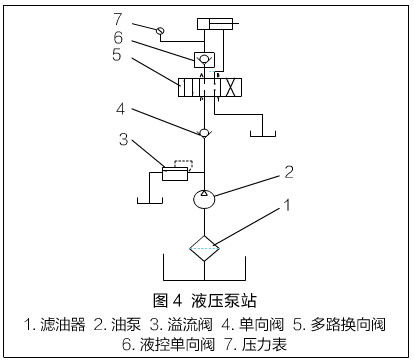
液压泵站给改进后的压装工装提供动力的液压泵站主要由过滤器1、油泵2、溢流阀3、单向阀4、多路换向阀5、液控单向阀6、压力表7等组成,如图4所示。
油泵2从液压油箱中吸出液压油,经滤油器1过滤,再经溢流阀3调压,使系统压力不超过8MPa。压力油进入多路换向阀5,再进入空心液压缸。多路换向阀5可控制空心液压缸伸出或回缩。多路换向阀5出口处装有压力表7,可通过测量空心液压缸入口压力,间接检测链轮×和齿轮毂装配时的压装力。单向阀4、液控单向阀6可防止油液倒流,当操纵多路换向阀5停止向空心液压缸供油时,使空心液压缸保压。
(2)使用方法
首先,将齿轮毂以及2套轴承安装在半轴上,将齿轮壳体与机架通过螺栓紧固在一起,将链轮毂组件套在齿轮毂上。
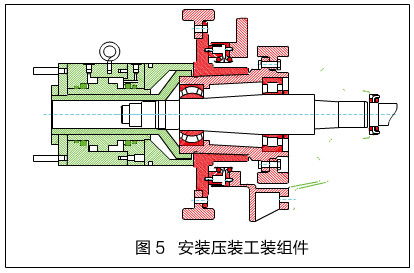
其次,用天车吊起压装工装组件,搬动扳手,通过扳手带动连接盘、进而带动连接筒,使压装工装组件右侧端口与齿轮毂的外螺纹连接,将压紧盘的右端顶住链轮毂,左端顶住空心液压缸。如图5所示。
再次,启动液压泵站,操纵多路换向阀给空心液压缸供油,使空心液压缸活塞伸出,使连接筒与压紧盘之间产生相对运动,连接筒左端通过连接盘和锁紧螺母支承空心液压缸左端,从而使空心液压缸活塞推动压紧盘向右移动。由于齿轮毂通过螺栓安装了大齿圈,齿轮壳体外露内端部可阻止齿轮毂向左运动,从而将链轮毂压装在齿轮毂上。
Z后,操纵多路换向阀,使空心液压缸活塞回缩,用天车吊住压装工装组件,扳动扳手将连接筒拧下,以齿轮毂外端面为基准,用千分尺测量链轮毂压入齿轮毂的长度,合格后将锁紧盘拧紧,即完成链轮毂压入齿轮毂工序。
4 改进效果
改进后的压装设备具有结构简单,成本低廉,操作方便等特点,可快捷地将锥花键链轮毂与齿轮毂压装在一起,提高了装配效率和装配质量,降低了装配成本和工人的劳动强度,简化了装配工艺流程,保证了安全生产。改进后的压装设备已在我公司生产TY230型推土机中投入使用。
来源:《工程机械与维修》2016年10期





 (0)
(0) 0472-3328588
0472-3328588







